




近几年,臭氧在饮用水方面的应用越来越广泛,这主要源于人们追求健康的愿望,那么臭氧在饮用水方面到底有哪些作用,又是如何应用的呢?下面我们先从臭氧的特性说起:
1 臭氧的组成及特性
1.1 臭氧的组成
臭氧是当1 个氧分子O2 分裂成2 个氧原子O 而其余氧分子依然存在时, 由1 个氧原子O 与1 个氧分子O2 化合而形成的臭氧。臭氧通常是由太阳光中的短波紫外线辐射形成的, 并以气体形式存在于我们地球大气的上方( 臭氧层) 。臭氧也可以通过对O2 进行高压放电而得到, 我们通常在雷雨之后闻到的清新气息, 就是高压闪电( 滑闪) 放出臭氧的气息。
1.2 臭氧的特性
氧化电位:2107V ( 在碱性溶液中)
气味:阈值0101mg/ L ( 空气中)
颜色:淡蓝色
密度:是氧气( O2) 的150%
稳定性:取决于时间和温度。在室温下, 几小时内, 臭氧即可不通过化学反应而完全转变成氧气。
溶解性:随水温、气体浓度、接触方式和臭氧在水中的需求量的变化而变化。
氧化能力:是一种强氧化剂, 是氯的152% 。
杀菌能力:能迅速杀灭微生物、病毒及孢子, 而几乎不会影响pH 值和浊度, 杀灭大肠菌群比氯快得多。
2 臭氧在瓶、桶装水中的工艺应用
2.1 臭氧的适用范围和作用
近几年来臭氧已广泛应用于我国的瓶、桶装水的后处理上, 而在国外, 如欧、美国家, 臭氧被广泛用于市政用水的后处理已达几十年。 瓶、桶水灌装时, 臭氧是很理想的杀菌、消毒的合剂。它能轻易且彻底地氧化有机污染物, 并通过将细菌性残骸降解成二氧化碳( CO2 ) 、水(H2O) 来降低总有机碳( TOC) 的水平。臭氧杀菌易于分解, 无化学残留, 对保护环境也有很大的意义。通常饮用水用氯消毒, 而氯与水中有机物结合会产生卤代烃等消毒产物, 其中有一些在高浓度下已被证明有致癌和致突变作用。而臭氧发生反应无需现场有很大的化学贮罐, 并且设备容易设计到饮用水生产线中。
2.2 臭氧在饮用天然水和纯净水中的推荐用量
2.2.1 臭氧在天然水( 泉水、井水、深井水) 中的推荐用量因为不同水域、不同水源的水的纯度和其中的化学成分有显著差别, 所以臭氧的用量也不同。例如天然水( 泉水、井水、深井水等未经反渗透、蒸馏、电离的水) 需要臭氧的量较高, 因此需用较高剂量以满足国际瓶装水协会( IBWA) 及世界卫生组织(WHO) 推荐的0.14mg / L 的残余量。
2.2.2 臭氧在纯净水中的推荐用量
饮用纯净水的臭氧用量还是少一点为好。因为这种水来自市政供水网, 且被反渗透, 蒸馏或电离过。这些水通常是被去除了硬度后再进行反渗透处理或蒸馏处理的。因此, 水的质量已相当高, 杂质含量很低, 不到10mg/ L, 所需的O3 量也较少。国际瓶装水协会、世界卫生组织规定瓶、桶装饮用纯净水臭氧含量不少于0115mg / L。纯净水很容易被细菌污染, 而少量的残余O3 就能起到杀菌作用, 而不需要用氯来净化纯净水, 以免导致口感和味觉变化。
2.3 臭氧在水中的半衰期
臭氧是一种强氧化剂和有效的消毒剂。作为不稳定气体, O3 的半衰期很短, 它很快就会分解为O2。在自然水中它的半衰期( 指又重新变化为O2 的时间) 能持续几分钟。而在纯净水中有6~ 8h; 在瓶装水中有1~ 2d。
2.4 臭氧在水中的接触方式
由于臭氧半衰期短的这一特性, 臭氧在水中被溶解后再与水接触一段时间的工艺过程是相当严格的。臭氧在水中的接触方式, 一般来说有两种: 静压( 也称常压) 或封闭( 也称串联式) 系统。两种系统适用各种大小的设备, 静压接触一般用于自动的灌装设备; 封闭式接触用于比较小型的厂家。
3 臭氧工艺在瓶、桶装水工业中的应用形式
3.1 静压接触式
3.1.1 臭氧静压接触器
用于瓶、桶装水工业中臭氧的典型静压接触形式有自己的压力系统, 在10~ 30Pa ( 帕斯卡) 的压力下, 臭氧产生能力从2g/ h 至2500g / d。臭氧从大型不锈钢贮罐底端压入空气发散器, 贮罐一般高214~ 5m, 直径013~ 112m, 水下来与从空气发散器中上来的臭氧气泡接触。见图1。
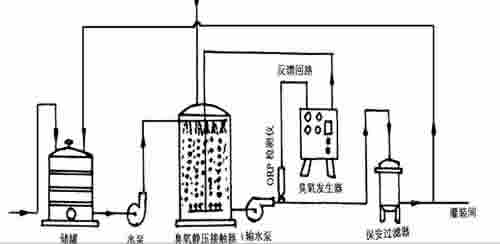
图1 水中臭氧 静压( 常压) 接触式工艺流程图
3.1.2 水中臭氧静压( 常压) 接触式工艺流程及要点( 见图1)
在这个系统中较关键的因素是发散器所产生的气泡大小。它必须小至100~ 300Lm。气泡的大小和接触塔的高度直接影响到水和臭氧相互接触后臭氧进入水的速度。因为被氧化后沉淀物易沉积在发散器表面, 所以发散器需定期清洗。天然水未经反渗透、蒸馏、去离子的处理, 因此定期清洗就尤为重要, 特别是生产天然水的厂家比生产纯净水的厂家更重要。输水泵对于进入灌装系统的压力控制很有必要, 它可以将臭氧化的水按额定流量均压通过保安过滤器送往灌注间或返回到纯净水或天然水储罐。
3.1.3 臭氧安全防护措施
作为安全预防措施, 接触贮罐必须设有空气通风口或在O3 自暴装置上设通风口。臭氧警报器也必须连接在臭氧 自暴装置上, 这样一旦很过人体很限压力, 就可以发出警报并同时很好地排气、排风, 以减缓压力。
3.2 封闭( 串联式) 接触式
3.2.1 臭氧封闭接触式工艺流程
这种流程装置是利用一个压力泵( 水泵) , 将水从贮罐中抽出, 打入一个文丘里臭氧注入器及臭氧水接触塔, 然后经过保安过滤器送至灌装间或返回纯净水或天然水贮罐。见图2。
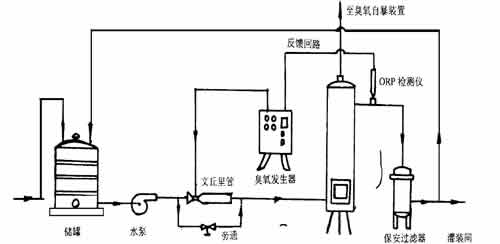
图2 水中臭氧封闭( 串联) 接触式工艺流程图
这种系统的安全性、臭氧接触性较好, 原因在于使用了真空臭氧发生器和封闭的臭氧水接触塔, 再充分将臭氧和水混合; 而且臭氧的注入是由文丘喷射器控制的。
3.2.2 臭氧封闭( 串联) 接触式特点
由文丘里注入器提供的不断增长的输送效率以及封闭的臭氧水接触塔使得臭氧量更精确, 装置体积也缩小了。臭氧实际上成了文丘里管中水溶液的一部分, 无需暴露在空气或大气压力下就实现了接触。这种增加的效率使得灌装厂只需要很小型的臭氧接触系统, 就能满足对臭氧量( mg/ L) 的要求。
3.2.3 臭氧排放安全装置
一个自动的不锈钢通风口控制臭氧水接触塔的臭氧气排放。排放出的臭氧经过小碳滤器进入车间或空气中, 也可通过臭氧 自暴装置直接排入大气中。
3.3 臭氧在水中混合浓度的监测控制装置
图1 和图2 两种接触形式, 其臭氧在水中的浓度均需监测和反馈至臭氧发生器来控制臭氧量的大小。这个任务由ORP 监测控制装置来完成。见图1 或图2。
3.3.1 ORP 检则仪的作用
ORP 是某种溶液氧化能力的一种标志, 并与氧化剂的浓度和强度有关。ORP 检测仪控制臭氧在水中的浓度, 能使溶液的氧化能力保持在必需的反应水平上。作为一个连续的监视和控制过程, 在线ORP 装置能随时检测灌装时瓶、桶装水的ORP 即定量描述溶液氧化或还原的能力( 或称之为电动势, 以mV 计) 利用对其氧化还原电动势( ORP) 的测量, 可实现对在线过程的有效控制。
3.3.2 ORP 控制臭氧的特点
ORP 控制装置利用其探头电很测量臭氧的浓度大小, 当低或高于设定的在臭氧水中的浓度范围( 以mg/ L 计) 时, 在表计上迅速反应和报警, 并能跟踪记录和控制灌装瓶、桶水中的臭氧残留, 使得臭氧发生器的附属装置能随ORP 水平的高低, 在高压时中断臭氧输送, 低压时自动启动装置。
3.3 ORP 值和臭氧在水中浓度含量的关系
ORP 值的大小和臭氧在水中的浓度含量的关系见曲线图3。
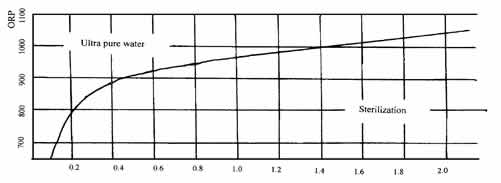
图3 ORP 与臭氧浓度( ml/ L) 关系曲线
利用ORP 控制, 能确保得到较高质量标准的水。而ORP 能精确地控制国际瓶装水协会规定的残留臭氧水准。因此瓶、桶装水工业能确保适合的臭氧量, 以达到较安全且较有效臭氧量的要求。世界卫生组织制定的饮用水标准为较小ORP 值必须控制在650 毫伏。
4 结论
臭氧对于瓶、桶装水工业的发展和完善起到了非常重要的作用。适量臭氧能有效地对天然水、饮用纯净水起消毒、杀菌的作用, 臭氧和其它的过滤水处理程序一起通过杀菌、控制菌数、瓶、纯净水桶、盖的消毒及氧化那些有害的可氧化杂质来处理水, 使瓶、桶装饮用水的使用期限更长久。臭氧同时能增加水中氧气的含量, 去除如铁、镁、硫等不合适杂质, 从而改善饮用水的口感。使用适量的臭氧, 通过精确的ORP值控制, 并配合各种水质特性及正确的臭氧工艺,瓶、装水工业能确保顾客得到非常安全可靠的高质量产品。
本文由淄博思源塑胶制品有限公司报道 更多资讯请登录http://www.txhcjst.cn